摘要:
本文介绍了点胶设备的功能、分类、构成、选型原则、工作原理与性能特点,并以2种典型的点胶方式介绍了点胶过程中常见问题和设备参数优化方法。
随着胶粘技术的发展及应用领域越来越广,胶粘剂的点胶方式正在向机械化、自动化和高精度化方向发展。作为胶粘剂研发和应用人员,需要对常用点胶设备的组成、功能有全面的认识和了解,能够针对胶粘剂的特性帮用户选择合适的点胶设备,解决设备在使用时出现的各种问题,优化工艺参数,使设备达到最佳的使用效果。本文将对点胶设备的组成、功能、常见问题的解决方法及工艺参数优化等作简要介绍。
1 点胶设备的功能、分类、构成及选型原则
1.1 点胶设备的功能
点胶设备是在胶粘剂应用中,为了减少胶粘剂的浪费,实现自动化点胶,提高施胶效率和精确度的有效控制机器。根据客户需求,采用不同的点胶方法,让胶粘剂在工业自动化下应用得更简单更科学,借助点胶设备可以实现不同应用功能下的点胶,如定量灌封、壳体密封、灌封保护、在线成型、表面涂覆和底部填充。
1.2 点胶设备的分类
常见的点胶设备有手持式胶枪,半自动式气动点胶机,三轴桌面式机器平台,全自动立体点胶机器手臂等,如图1所示。

1.3 点胶设备的构成
点胶设备由以下几个系统组成:(1)控制胶粘剂流速流量与出胶形状的点胶阀和点胶针头;(2)提供连续不断胶粘剂供给的供料系统;(3)控制胶粘剂出胶时间和位置的点胶控制器;(4)实现胶粘剂与产品形状和要求完美匹配的功能型点胶平台;(5)如果是双组分胶粘剂体系,点胶设备还需要加装一个双组分精确计量系统;(6)双组分胶粘剂混合系统。
1.3.1 点胶阀类型和功能
点胶阀的种类很多,通常根据胶粘剂的黏度、单位时间内的出胶量、供胶压力和点胶类型选择相对应的点胶阀,常见的点胶阀及其功能见表1。
表1、点胶阀及其功能

1.3.2 点胶针头的类型和功能

1.3.3 供料系统
供料也是设备的一个关键组成部分,一个合适的供料系统,不仅可以为点胶机提供稳定的出胶环境,也可以让胶粘剂在使用时杜绝接触环境造成污染或是空气进入点胶管道,影响点胶效果。常见的供料系统见表3。

1.3.4 控制器
控制器是用来联通机器平台与点胶阀的纽带,用来控制点胶阀开关,常见的控制器有喷雾阀控制器,气动活塞阀控制器,多阀控制器,蠕动点胶阀控制器等,见图2。

1.3.5 点胶平台
为了让胶粘剂按预设的方式点胶,比如打点、划线、选择性注胶、涂覆,就需要借助点胶机的点胶平台。一般点胶的路径有平面式或立体式,点胶机分为半自动式或是全自动流水线2种方式,点胶机的点胶平台类型如表4所示。

1.3.6 双组分胶粘剂混合系统
双组分胶粘剂混合系统包括双组分计量泵、压力桶/压盘泵、双组分胶阀、静态混料管、稳压器(见图3)。主要应用于灌封、地成型垫片、灌封填充、发泡成型、结构粘接、密封涂布。

双组分胶粘剂计量缸式柱塞泵和齿轮式体积计量泵的精准计量。计量缸式柱塞泵,按照计量缸的横截面比例,在2个缸体活塞相同的运动距离下,定量出胶,这种计量方式出胶比例误差小,计量准确,且胶黏剂中的填料对缸体的影响小,维修成本低(见图4)。

齿轮式体积计量泵,简称齿轮泵,通过齿轮的咬合,把等体积的胶粘剂液体吸入或排出,再通过齿轮的旋转速度不同,可以控制单位时间内的出胶量,进而控制A、B组分的出胶比例(见图5)。

1.4 点胶设备的选型原则
设备选型时通常考虑以下5个方面的内容,如表5、表6所示。


2 非接触式点胶方式研究和接触式点胶常见问题的解决方法
2.1 非接触式点胶方式
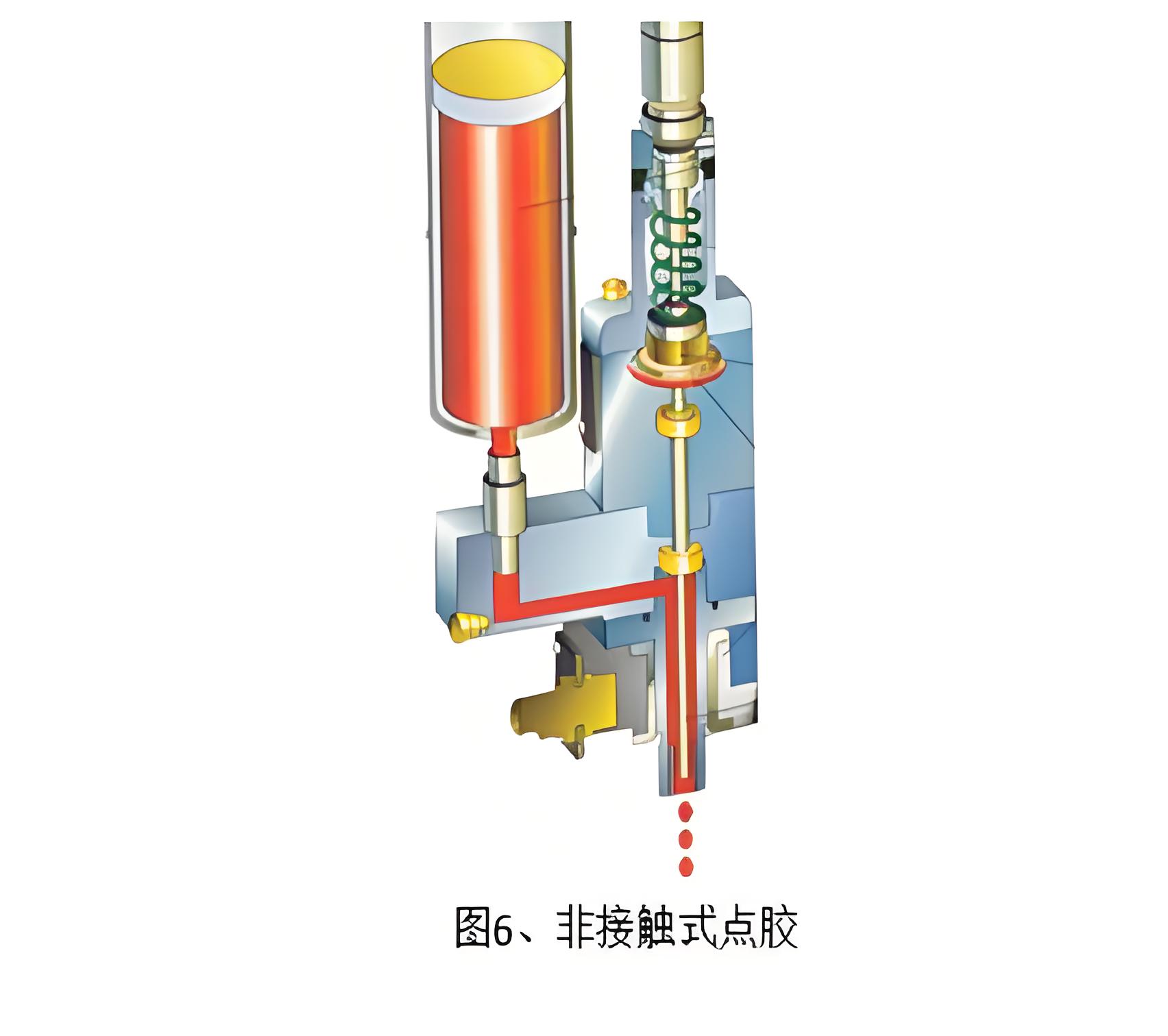
非接触式点胶在电子行业如1inebar灯条上的应用非常广泛,其设备见图6,以非接触式点胶过程中胶水黏度,触变与设备参数的配合为例,研究影响非接触式点胶中的散点、胶型保持和喷射高度之间的互为影响关系。

Linebar行业的用胶点是PC透镜与PCB的粘接,是通过在PCB的指定位置,通过定量快速点胶,把PCB透镜的3个连接点安装上,再进行80〜90°C大约15min的回流炉固化,把PC透镜粘接到PCB灯条上。
该应用的点胶方式是快速定量点胶,点胶点的速度决定了生产效率。采用这种非接触式的喷射点胶,单个点点胶速度可以在5ms内完成。
目前点胶时常常遇到的问题是胶粘剂与设备的匹配问题,希望在点胶过程中胶点是一个馒头型,且在未装配透镜前,胶点的馒头型保持率好,胶点形状无变化,这就需要胶水在常温下的黏度高,触变性好,这样才能使胶点在形成后形状保持良好。在实际点胶过程中,喷射阀跟柱塞阀不同,在高速喷点的时候,如果黏度太高,胶粘剂就喷不出来,容易粘在出胶嘴,形成不了完整的点;黏度太低,胶点的形状保持性又不好,而且还容易产生散点,拖尾的现象,影响灯条点胶质量。所以,设备和胶粘剂的匹配度很关键。
2.2 胶粘剂黏度与喷嘴口径的匹配
喷射阀在用于低黏度流体的点胶时,如底填胶,一般使用0.2mm的喷嘴,但当使用上万黏度且带有触变性的胶粘剂时,就无法有效划线或打点,所以高黏度胶粘剂使用时,除了喷嘴温度设置外,喷嘴的口径选择也很关键。例如在诺信S-800平台,使用DJ-8000喷射阀,出胶口加热温度40°C,气压0.17MPa,以点胶600个点为研究对象,结果见表7。

从本次实验可看出,对于不同黏度的胶粘剂,在使用喷射阀时,也要选择合适口径的喷嘴,才能得到符合要求的胶点形状和高效快速的出胶效率。
以回天6660环氧树脂胶为对象,研究胶粘剂在不同黏度和触变下点胶后胶点形状的保持和高速点胶时散点拖尾出现的概率,来找到这种工艺的胶粘剂与设备最佳匹配方案。
测试设备:诺信S-800点胶平台配合诺信DJ-8000喷射阀,胶嘴直径0.8mm,出胶口加热温度40°C,点胶高度15cm,出胶速度5ms/周期,测试胶粘剂:回天6660,测试结果见表8〜11。

结论:在使用喷射阀点胶时,胶粘剂黏度增大时,胶点的形状保持好,散点出现的概率也会减少。

结论:当初始黏度保持相同的条件下,随着触变指数的变大,胶水的散点比例也会降低,并且散点改善明显。

结论:30°C和60°C出现散点的概率较大,所以选择合适的点胶温度,对散点的改善也很关键。

结论:散点出现的概率和喷射的高度也有很大的关系,随着喷射高度的降低,散点出现的概率也大大降低。
综上可知,在喷胶过程中,散点的形成不仅与设备的参数有密切关系,而且与胶粘剂本身的黏度、触变性也有很大的关系。对于设备来说,除了参数的调整和优化外,更需要所使用的胶粘剂有合适黏度和触变指数,才能获得良好的点胶效果。如在Linebar行业应用时,首先要保证胶粘剂形状,所以需要胶粘剂有较高的黏度和触变。高黏度胶使用喷射阀极难出胶,所以在喷嘴处对胶粘剂进行加热,降低胶粘剂喷射瞬间的黏度,同时也提高胶粘剂触变指数,使胶粘剂在剪切运动时黏度较小,2部分作用,最大程度降低喷射时黏度,顺利完成出胶;同时,在到达基板表面,胶水温度降低,黏度升高,触变越明显,这种增粘效果越好,促进了胶粘剂凝聚减少散点产生。
2.3 接触式点胶常见问题的解决方法
以密封胶在平面密封时打胶为例,总结点胶过程中遇到的问题。
1)胶条出现粗细不一致,胶线不饱满
原因分析:划线时,胶水是先到达点胶面,然后随着出胶量的增加,由下而上的填充成型,一般胶条剖面是呈半圆形;出现S型,主要是点胶嘴与基板高度过高,胶水没有到达底部,点胶头已经离开该位置,所以胶条被拉成粗细不一致,胶线不饱满。
解决方法:调整点胶高度,主要是降低点胶高度,直到胶线粗细一致为止。
2) 做平面密封时,打回形或圆形胶条,在开头和收尾处出现衔接不好的问题。
原因分析:开始时,出胶较少或较多,造成出胶少或者多,达不到理想的量;收尾时,断胶困难,或关胶不及时,造成出胶量大,每次点胶,重现性差,不稳定。
解决办法:出胶时间和位置的控制,与胶阀的灵敏性有关,一般将普通的时间压力式出胶的出胶头加装气动控制阀,这样出胶时间和位置与胶粘剂中压力无关,只与控制阀有关,而控制阀的开关只与输入的信号有关,与胶粘剂压力无关,这样就可以实现流体的快速开关和一致重现性好的要求。
3) 高黏度胶粘剂出胶困难,点胶速度慢
原因分析:高黏度流体点胶时,往往面临的是出胶困难,打胶速度慢的困境,例如黏度超百万的高导热硅脂,用一般的时间压力方式,就很难出胶。这主要是黏度高,阻力大,阻力来自2个方面,一是包装管内流体流动的阻力;二是输送管道和点胶针头的阻力,所以克服这些阻力,只能通过提高泵胶压力和减少出胶头的阻力来完成。
解决办法:一是供胶压力采用气缸推杆式,在相同的气压下可以提高供胶压力;二是改变出胶针头的形状,使出胶针头由针型点胶头改成锥形点胶头,由于锥形针头的内径是由粗变细的形状,出胶口处是最小的内径,而针型针头,内径大小不变,且内径与出胶口一致,所以锥形针头能有效降低出胶阻力。
资料来源:半导体封装之家







暂无留言